
들어가며..
스폿성능을 끌어올리기 위하여 제작시 용접 전류량에 집중하여, 2차 권선에 유도된 전류가 허용전류에 따른 제한으로 권선 자체에서 열로 손실되지 않도록 충분히 두껍게 하고 그렇게 유도된 전류는 스폿포인트까지 손실없이 전달되도록 크레토스용접 커넥터를 없애고 직결을 하거나 용접봉 연결지점을 보강했습니다. 실제로 스폿용접기 제작에 가장 기본이 되는 사항입니다.
그래서 종종 힘도 좋고 효율좋은 변압기의 트로이달 코어를 사용하면 대충!? 만들어도 좋은 결과를 쉽게 얻을 수 있기에 3KVA이상의 링코어(트로이달 코어)를 사용하기도 합니다.
하지만 물리적 제작이 끝난 이후 사용하는 과정에서 성능을 최대한 끌어올릴 수 있는 몇가지 방법이 있습니다.
이러한 방법들은 많은 제작자들의 경험을 통한 집단지성에 의해 어느 정도 알려진 내용으로 용접시 누르는 강도와 팁 관리등 다양한 노하우가 공유되고 있습니다. 다만 이론적인 배경에 대해서는 딱 이거다 싶을 정도로 가려운 데를 긁어주는 정보가 없었는데 우연찮게 엔지니어링 저널의 기고문에서 반가운 정보를 얻게 되어 도움이 될까 싶어 정리를 해봅니다.
이하 본문의 그림은 해당 기고문 Volume 21 Issue 7, ISSN 0125-8281 에서 발췌했습니다.
용접봉을 누르는 힘 (강도)
용접봉을 누르는 압력에 대한 짧은 고찰입니다.

흔이들 이야기하는 스폿 용접봉을 누르는 적당한 힘(?)에 대한 설명입니다.
위 그림은 적당한 힘(Decent Force)과 강한 힘(Excessive Force)으로 누를때의 전류량을 보여주고 있습니다.
누르는 힘이 강할 경우 접촉저항이 낮아져 포인트를 통과하여 하단부 모재(배터리 극)로 흐르는 전류량이 커져 결과 스폿포인트에 집중되어야하는 에너지가 분산되는 효과가 있습니다.
그래서 적당히..
[생각해봐야 할 점]
초보자의 경우 강하게 누르고 시도하는 것을 추천합니다.
강하게 누르면 성능이 약간 줄지만, 너무 약하게 누를 경우 배터리 극과 간격이 생겨 스폿 부분에 구멍이 나며 시커멓게 터지게 됩니다. 터지는 것보다 타임을 늘리는 것이 익숙해지기 전엔 더 낫습니다.
스폿팁의 형태
두 번째로 니켈에 접촉하는 용접 팁의 형태에 따른 품질변화입니다.
(a) 무가공 - 접촉면이 평편한 팁을 그대로 사용
> 접촉면 특히 그 와곽선을 따라 열이 집중되고 넓게 퍼저 스폿품질이 떨어집니다. (부적합)
(b) 뾰족한 팁
> 접촉 면적이 좁고 그 곳에 전류가 집중됨
> 마모가 심하기 때문에 자주 재가공해주어야 함.
> 연필심처럼 완전하게 뾰족한 것이 아니라 끝부분은 좁게 평편 혹은 약간 둥글게 가공해야함
> 드릴 등을 이용하여 수동으로 가공이 용이하기 때문에 이 방법을 추천!!
(c) 둥근 팁
>전체적으로 완만하고 둥글게 가공
> 뾰족한 팁과 비슷한 용접품질을 보여주고 마모가 적기때문에 다량의 스폿이 요구되는 공장등에서 사용하기에 좋음
> 수공구로는 가공이 힘들고 CNC와 같은 전문 공구가 있어야함
참고로 최근 쉽게 가공할 수 있는 비트를 알게되어 소개한다.
3mm-25mm Mounted Points Concave Diamond Bead Grinding Head Ball-shaped Polishing Amber Jade Stone - AliExpress 1420
Smarter Shopping, Better Living! Aliexpress.com
www.aliexpress.com
2~3mm 팁을 사용할 경우 3mm Fine P500이 적당할 듯 싶다.
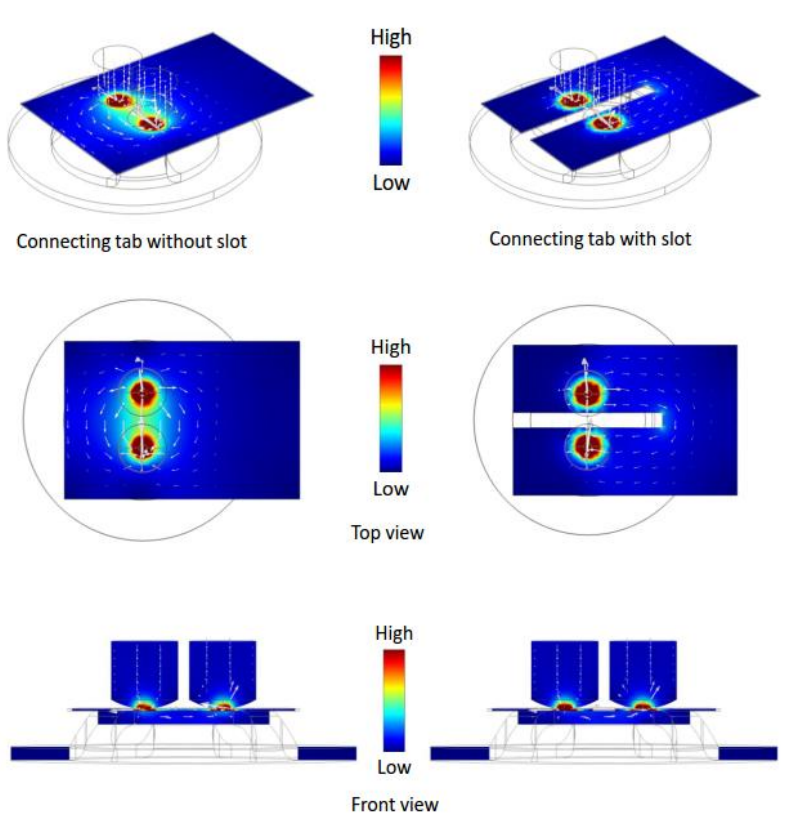
니켈 슬롯
스폿 포인트를 사이에 두고 슬롯(Slot)을 만들어주는 방법입니다.
스폿용접 원리
2차측에 유도된 대전류가 용접봉이 쇼트상태가 되면 저항이 가장 높은 스폿 포인트에서 열(Joule열)로 변환되어 니켈이 녹고 이때 누르는 압력에 의해 배터리에 붙습니다. 스폿지점이 권선보다 좁아 병목현상으로 인한 저항에 모재와 용접재 사이의 접촉저항이 해당 포인트에 열변환을 촉진하는 역할을 합니다.
스폿 포인트 사이 전류의 흐름,,
상단 니켈의 두 포인트 지점을 길게 만들어 상대적으로 포인트에 집중시키는 효과가 있습니다. 실제 타임으로 2~3 스텝 향상이 있으며 전류는 저항이 가장 낮은 경로를 따라 이동하는 성질을 이용한 팁입니다.
추가로 니켈의 두께에 따라 슬롯의 길이에 대한 연구도 있으니 찾아보시면 좋을 듯 합니다.


전동 드릴류의 배터리팩을 분해해보면 위 사진처럼 니켈 가운데가 갈라진 것을 볼 수 있는데 이러한 원리를 이용한 방법이라고 할 수 있습니다. 따라서 이렇게 갈라진 니켈의 경우 그 지점을 사이에 두고 스폿을 진행해야합니다.
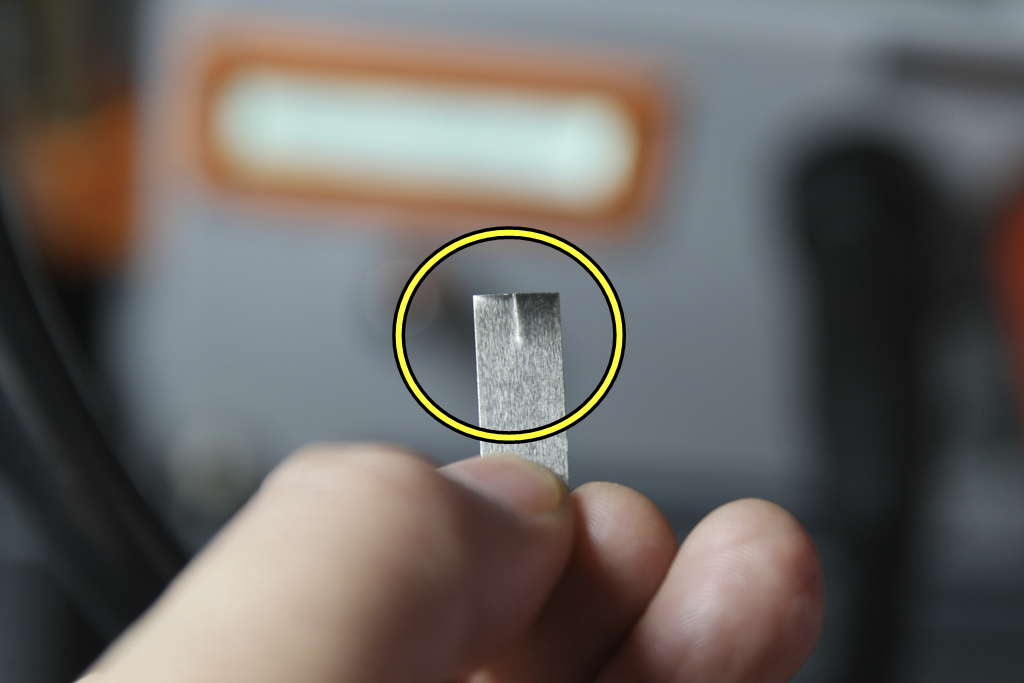
가운데가 분리된 니켈이 없다면 간단하게 중앙을 가위로 잘라주기만 해도 체감할 정도의 효과를 얻을 수 있습니다.
물론 갈라진 지점 양쪽을 포인트로 잡고 스폿 용접을 해야합니다.
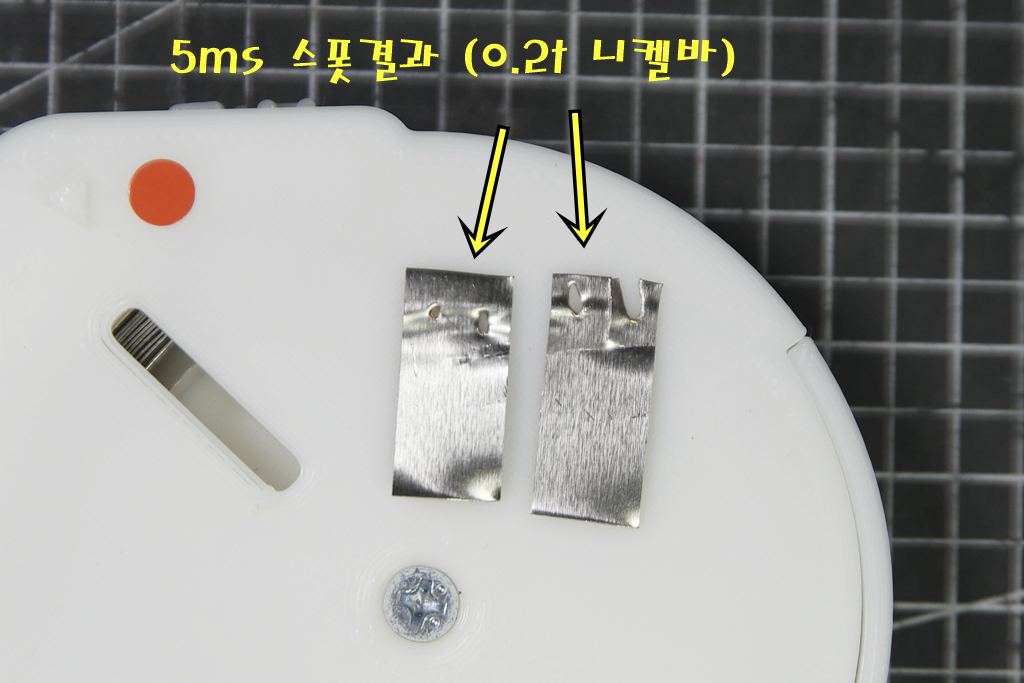
슬롯 테스트 영상
영상을 보시면 같은 타임에 좀더 강하게 붙는 걸 볼 수 있습니다.
니켈스트립 청결도
피용접재인 니켈스트립의 경우 대부분 제조국이 중국이고 특별한 작없없이 그대로 사용합니다. 잘 되는 경우도 있지만 제작 공정에서 유분이 남아 있을 경우 불균형 혹은 품질에 소소하게 영향을 미칠 수 있습니다. 알콜솜으로 닦아주면 청결도에 도움이 됩니다. 참고로 스폿용접회로 v4.0부터 유분을 컨디셔닝할 수 있는 듀얼펄스 기능을 지원합니다.
.
.
.
스폿용접기를 힘들게 제작하고 나면 뭔가를 보강하는 것이 쉽지는 않습니다. 이렇게 제작이 끝나 물리적 전류량이 고정된 상황에서 용접재와 팁의 가공 그리고 용접방법에 따라 품질을 높일 수 있는 방법도 있으니 참고하면 좋을 듯 합니다.
감사합니다.
AC오토 스폿회로 분양 페이지
AC 오토 스폿용접 회로 2024년형 리뉴얼 분양 페이지 - 후니파파 ^▽^)/
이전 분양페이지를 그대로 사용하려고 하다가 댓글이 너무 많아지고, 또 기존에 구입하신 분들 이력차원에서 새로운 분양페이지를 오픈합니다. 개요 이번 분양부터는 PCB V3.0과 변경사항을 지원
mindeater.tistory.com
관련글
AC 스폿용접기 제작과 성능 - 링코어 2차 권선 전압과 굵기에 대하여!!
생활 DIY에 필요한 전기/전자 잡(?)지식을 조금씩 주어 들은지 두 해가 흘렀고, 돌이켜보니 스폿용접기 제작이 그 시작인 듯 싶다. 스폿용접기는 총 10대를 제작했으며,, 3호기부터는 불편한 점을
mindeater.tistory.com
알리발 스폿용접회로와 분양중인 아두이노 회로의 타임계산법
알리 회로를 사용하다 국내 회로로 바꾸시는 분이 많은데 간단하게 정보차원에서 국내 회로와의 동작에 대한 비교글을 써봅니다. 알리 판매페이지에서 사진을 하나 가져왔습니다. 일단 세븐세
mindeater.tistory.com
AC 스폿용접기 처음보다 스폿강도가 약해진 경우 점검 포인트!!
스폿용접기를 만들고 사용하다가 몇 개월이 지나 사용해보니 예전같지 않을 경우가 종종 있습니다. 심할 경우 작게 틱!하는 느낌은 있는데 스폿용접 자체가 안되는 경우도 있습니다. 회로는 정
mindeater.tistory.com
수지1.5K AC오토스폿용접기 의뢰품 제작 로그 및 관리 페이지 (0468님)
2021년에 제작을 마지막으로 쉬다가 최근 변압기를 하나 구했는데 마침 의뢰가 들어와 제작해 들어갔습니다. 오랜만에 만드는 거라 힘은 좀 들고 시행착오도 있었지만 나쁘지 않은 결과물이라
mindeater.tistory.com




HooneyPaPa님의
글이 좋았다면 응원을 보내주세요!
이 글이 도움이 됐다면, 응원 댓글을 써보세요. 블로거에게 지급되는 응원금은 새로운 창작의 큰 힘이 됩니다.
응원 댓글은 만 14세 이상 카카오계정 이용자라면 누구나 편하게 작성, 결제할 수 있습니다.
글 본문, 댓글 목록 등을 통해 응원한 팬과 응원 댓글, 응원금을 강조해 보여줍니다.
응원금은 앱에서는 인앱결제, 웹에서는 카카오페이 및 신용카드로 결제할 수 있습니다.